Kurz gesagt
- Laser-Nutzentrennen (UV/Grün) hat eine schmale Schnittfuge (zehn µm) und benötigt nur eine kleiner Abstand → mehr Bretter pro Paneel = höhere Ausbeute Und geringere Kosten pro Leiterplatte.
- Routenplanung verwendet einen Fräser/Bit (2–3 mm Durchmesser); der erforderliche Steg/Abstand ist viel größer → weniger UPH pro Platte und mehr Schrottfläche.
- Mit demselben Bedienfeld können Sie vom Routing zum Laserschneiden von Leiterplatten erhöht üblicherweise den Panelertrag um ~15–30% (Beispiel unten), wobei Grate/Späne und mechanische Belastungen vermieden werden.
1) Grundlagen zu Schnittfuge und Abstand (die einzige Mathematik, die zählt)
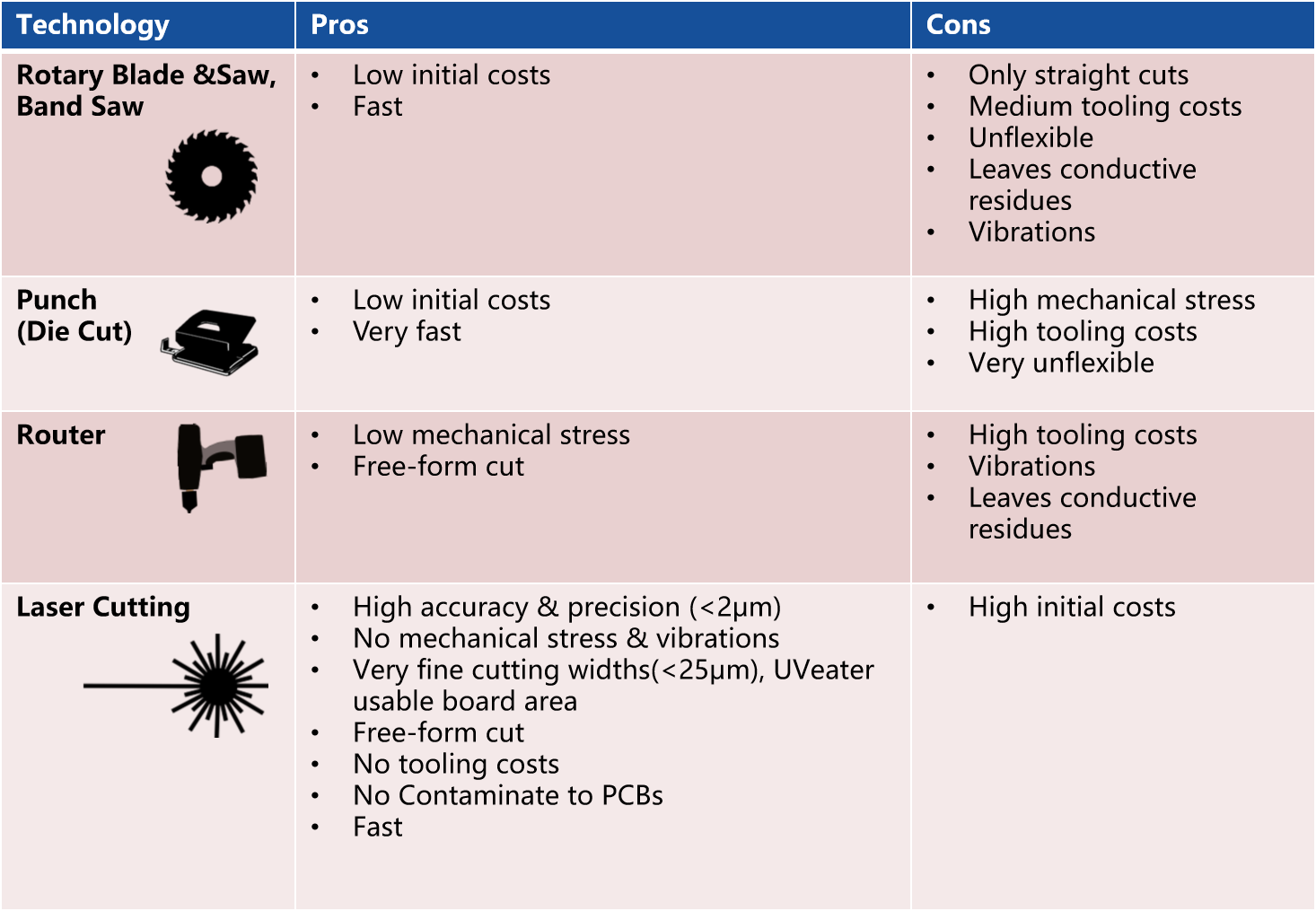
- Schnittfuge = Entnahmebreite.
- Frässchnitt ≈ Bohrerdurchmesser (z. B. 2–3 mm).
- Laserschnittfuge ≈ 20–50 µm (0,02–0,05 mm), modell- und rezeptabhängig.
- Erforderlicher Abstand zwischen den Leiterplatten (das „Netz“) muss Schnittfuge abdecken Plus A Sicherheitsabstand für Toleranz/Kantenqualität.
- Typisches Routing-Web: ≈ 3,0 mm (2,0 mm Bohrer + ~1,0 mm Rand).
- Typisches Laser-Web: ≈ 0,2 mm (0,05 mm Schnittfuge + ~0,15 mm Rand).
Bretter pro Panel (BPP) Formel (keine Verschachtelung/Rotationen):
UsableWidth = PanelWidth – 2 * RailX
Nutzbare Höhe = Panelhöhe – 2 * RailY
Quer = Boden(Nutzbare Breite / (BrettX + AbstandX))
Unten = Boden( Nutzbare Höhe / (BrettY + AbstandY) )
BPP = Waagerecht * Senkrecht
2) Ausgearbeitetes Beispiel (gleiches Panel, anderer Abstand)
Gegeben
- Panel: 250 × 200 mm, Randschienen 10 mm jede Seite → Nutzbar 230 × 180 mm
- Leiterplatte: 25 × 20 mm
- Fall A (Routing): AbstandX = AbstandY = 3.0 mm
- Fall B (Laser): AbstandX = AbstandY = 0,2 mm
Berechnen
- Fall A (Routing)
- PitchX = 25 + 3,0 = 28,0 mm → Waagerecht = Boden(230/28,0) = 8
- PitchY = 20 + 3,0 = 23,0 mm → Unten = Boden(180/23,0) = 7
- BPP_routing = 8 × 7 = 56
- Fall B (Laser)
- TonhöheX = 25 + 0,2 = 25,2 mm → Waagerecht = Boden(230/25,2) = 9
- PitchY = 20 + 0,2 = 20,2 mm → Unten = Boden(180/20,2) = 8
- BPP_laser = 9 × 8 = 72
Renditesteigerung
Auftrieb = (72 – 56) / 56 = 28,57%
3) Kosten pro Platine vom Panelpreis
Wenn das gleiche Panel kostet $10:
Routing-Einheitskosten = $10 / 56 = $0,1786
Laser-Stückkosten = $10 / 72 = $0,1389
Einsparungen pro PCB = $0,0397 (~22,2% niedrigere Stückkosten)
Bei 500,000 PCBs/Jahr, Einsparungen ≈ $19,850/Jahr (ohne Qualität, Nacharbeit und Verbrauchsmaterialien).
4) Empfindlichkeits-Schnappschuss (wie der Abstand die Nadel bewegt)
- Routing-Web 2,5 mm → Waagerecht = Boden(230/27,5)=8, Senkrecht=Boden(180/22,5)=8 ⇒ 64/Panel
- Laserbahn 0,3 mm → Waagerecht = Boden(230/25,3)=9, Senkrecht=Boden(180/20,3)=8 ⇒ 72/Panel
Gewinnen = (72−64)/64 = 12.5%
Selbst geringe Web-Reduzierungen führen zu erheblichen jährlichen Einsparungen.
5) Zykluszeit und OEE (warum „Laser-Depaneling von Leiterplatten“ oft gewinnt)
Ungefähre Panel-Zykluszeit:
Tpanel ≈ Lcut / Vcut + Nfid * Talign + Tload/unload + Tooverhead
Laser entfernt:
- Bit-Änderungs-Overhead und Werkzeugverschleißdrift
- Bereinigungsschritte von Grat/Spänen
- Nacharbeit durch mechanische Belastungen in der Nähe von Bauteilen
Dadurch werden häufig ähnliche Lcut/Vcut-Werte ausgeglichen, was zu höheren UPH Und Gesamtanlageneffektivität (OEE)– insbesondere bei komplexen Konturen.
6) Qualitätseffekte, die nicht in eine Gleichung passen
- Kantenqualität: keine Grate, keine leitfähigen Späne; sauberere Lötstopplackkanten.
- Kupfernahe/bauteilnahe Schnitte: geringe Wärmeeinwirkungszone + Mikron-Wiederholbarkeit → engere Sperrbereiche.
- Gemischte Produkte: Parameter-/Rezeptaustausch in Sekunden; keine Dies oder Routing-Bits.
- Renditerisiko: weniger Nacharbeiten aufgrund abgehobener Komponenten, gerissener Durchkontaktierungen oder Kurzschlüsse durch Fremdkörper.
7) Was wir berechnen müssen Dein Zahlen
Senden Sie: Plattengröße und Schienen, PCB-Größe, bevorzugter Abstand (oder Freiraum), Zielschnitt-/Kantenqualität, Material und Dicke sowie Linienmodus (offline/inline mit oder ohne MES). Wir geben Ihre BPP, Stückkostenund ein Zykluszeit schätzen.
Modellauswahl (Kurzanleitung)
- Offline: DirectLaser H1 (kompakte Präzision), S2 (350×350 mm Arbeitstier)
- Im Einklang: S4 (Schienen-Inline 350×350 mm), H3 (Inline-Doppeltisch 300×300 mm)
- Großformat / Mehrfachformat: H3 330D (350×520 mm), H5 (520×520 mm; bis zu 580×580)